
روش ساخت ترموول چیست؟
ساخت ترموول (Thermowell) نیازمند دقت بالا، انتخاب مناسب مواد، رعایت استانداردهای مکانیکی و متالورژیکی و انجام تستهای کنترل کیفیت است.
انرژیکس (EnergX) - ترموول (Thermowell) یک قطعه مکانیکی استوانهای شکل است که برای محافظت از حسگرهای دما مانند ترموکوپل یا RTD در برابر فشار، خوردگی، و جریان سیال طراحی شده است. ترموولها نقش مهمی در افزایش طول عمر و ایمنی تجهیزات اندازهگیری دما در صنایع نفت و گاز، پتروشیمی، نیروگاهی و غذایی ایفا میکنند.
ساخت ترموول نیازمند دقت بالا، انتخاب مناسب مواد، رعایت استانداردهای مکانیکی و متالورژیکی و انجام تستهای کنترل کیفیت است.
")
مراحل ساخت ترموول
1. انتخاب متریال اولیه
انتخاب آلیاژ مناسب بستگی به کاربرد دارد. رایجترین مواد مورد استفاده شامل:
- استنلس استیل 316/316L: برای مقاومت به خوردگی عمومی
- Inconel 600 / 625: برای دماها و محیطهای بسیار خورنده
- Hastelloy C276: برای محیطهای اسیدی شدید
- Monel 400: برای صنایع دریایی
مواد اولیه به صورت میلگرد یا قطعه خام استوانهای از تامینکننده خریداری میشوند.
بخوانید: زمان پاسخدهی ترموول، پروفیل ساقه و ملاحظات ارتعاشی
.jpg "ساخت ترموول (Thermowell)")
2. ماشینکاری اولیه (Rough Machining)
قطعه خام توسط دستگاه تراش CNC یا دستی به شکل اولیه مورد نظر در میآید. در این مرحله:
- قطر خارجی (OD) و طول کلی مشخص میشود
- رزوه (Thread) در انتهای ترموول برای اتصال به خط فرآیند تراشیده میشود
- سوراخ مرکزی به صورت اولیه (Pilot Hole) سوراخ میشود
3. سوراخکاری داخلی (Bore Machining)
در این مرحله سوراخ مرکزی ترموول تا عمق مورد نیاز و قطر دقیق حسگر (مثلاً 6 یا 8 میلیمتر) با دقت بالا سوراخکاری و پولیش میشود. روشهای استفادهشده:
- روش Gun Drilling برای سوراخهای بلند و دقیق
- روش Deep Hole Boring در صورت نیاز به قطرهای بزرگتر
.jpg "ساخت ترموول (Thermowell)")
4. عملیات حرارتی (در صورت نیاز)
بسته به جنس و نوع ترموول، ممکن است عملیات نرمالایزینگ، آنیلینگ یا استرس ریلیف انجام شود تا تنشهای داخلی کاهش یابد و ساختار متالورژیکی بهبود یابد.
5. ماشینکاری نهایی (Finish Machining)
در این مرحله:
- نوک ترموول (Tip) به شکل مخروطی (Tapered)، صاف (Straight) یا پلهای (Stepped) تراش میشود.
- سطح خارجی پولیش میشود.
- رزوهها بررسی و در صورت نیاز اصلاح میشوند.
6. جوشکاری (در صورت ساخت ترموول فلنجدار یا دو تکه)
در ترموولهایی که دارای اتصال فلنجی هستند، فلنج به بدنه اصلی جوشکاری میشود. نوع جوش اغلب TIG یا GTAW است و پس از آن تستهای غیرمخرب انجام میگردد.
بخوانید: طراحی بهینه ترموول برای سنسورهای دما در خطوط تولید لبنیات
.jpg "ساخت ترموول (Thermowell)")
7. تست و کنترل کیفیت
- آزمایش هیدرواستاتیک برای تست فشار
- تست نفوذپذیری (LPT) برای بررسی ترکهای سطحی
- تست ابعادی طبق استانداردهای ASME / DIN
- گواهی مواد (Mill Certificate) برای اطمینان از ترکیب شیمیایی
8. پوششدهی و بستهبندی
در برخی موارد، پوششهایی نظیر PTFE، پوشش نیکل یا گالوانیزه برای افزایش مقاومت شیمیایی اعمال میشود. پس از آن قطعه بستهبندی صنعتی شده و آماده ارسال میگردد.
استانداردهای مرتبط
- استاندارد ASME PTC 19.3 TW: طراحی و تحلیل مکانیکی ترموول
- استاندارد ANSI B16.5: مشخصات فلنجها در ترموولهای فلنجدار
- استاندارد NACE MR0175: برای محیطهای خورنده
جمعبندی
ترموولها قطعات ساده اما حیاتی در سیستمهای اندازهگیری دما هستند. ساخت آنها نیازمند دقت بالا، انتخاب متریال مناسب و رعایت استانداردهای بینالمللی است. با پیشرفت ماشینکاری CNC و تستهای غیرمخرب، تولید ترموولهای دقیقتر، با طول عمر بیشتر و ایمنی بالاتر فراهم شده است.
برای سفارش انواع ترموول استعلام خود را ثبت کنید.
صفحهی محصولات انرژیکس: ترموول (Thwermowell)




-
نوشته های مرتبط
 16 خرداد ماه 1405
16 خرداد ماه 1405
جزییات مهم و کوتاه حسگر Pt100 14 شهریور ماه 1404
14 شهریور ماه 1404
دفترچه راهنمای رینگ حرارتی دما (PTCR): نکات مهم و توصیههای کاربردی- 13 شهریور ماه 1404
روش ساخت ترموول چیست؟  11 شهریور ماه 1404
11 شهریور ماه 1404
معیارهای طراحی ابعاد ترموول (بر اساس استاندارد ASME PTC 19.3) 9 شهریور ماه 1404
9 شهریور ماه 1404
زمان پاسخدهی ترموول، پروفیل ساقه و ملاحظات ارتعاشی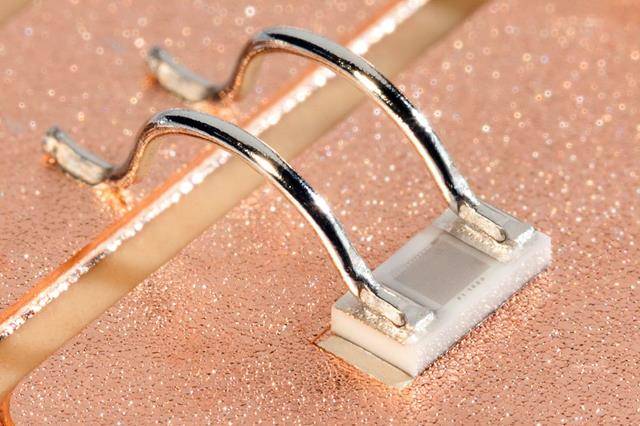 18 تیر ماه 1404
18 تیر ماه 1404
ارتقاء دقت و سرعت در اندازهگیری دما با حسگرهای Pt1000 قابل زینتر در فرم SMD 18 تیر ماه 1404
18 تیر ماه 1404
تفاوتهای سیمبندی ۲، ۳ و ۴ سیمه در RTD چیست؟- 16 خرداد ماه 1405
جزییات مهم و کوتاه حسگر Pt100 - 14 شهریور ماه 1404
دفترچه راهنمای رینگ حرارتی دما (PTCR): نکات مهم و توصیههای کاربردی - 11 شهریور ماه 1404
معیارهای طراحی ابعاد ترموول (بر اساس استاندارد ASME PTC 19.3)